Break the Wall of the Status Quo and Guarantee Long-Term Reliability and Fast Return-on-Investment.
By Dominik Aufderheide and Luigi Di Matteo
The cement manufacturing process and all related transport and logistic systems are driven by strict requirements regarding the accurate proportioning of bulk materials from various sources.
The corresponding integration of adequate parts of equipment requires the systematic selection of dosing and/or metering devices or scales and the subsequent consideration of the necessary weighing technologies.
If the complete chain from the quarry and subsequent handling of raw materials to the dispatch of the final product in bags or as bulk cement is analyzed, it is obvious that the applied dosing equipment needs to be able to handle a great variety of different types of bulk materials in terms of their general appearance (powdery, granular, flaky, fibrous etc.), their followability (free-flowing, cohesive, etc.), their granularity (size of smallest and biggest 2D- or 3D-particles) and their general bulk material properties (e.g. density, humidity, etc.).
Within this context, it is also important to consider the long-term stability of the aforementioned characteristics, which is often underestimated during the design phase of bulk material-handling systems, especially if there is a lack of experience with the utilization of novel materials, e.g. during the introduction phase of new alternative or secondary fuels.
Therefore, it is essential to start the systematic selection of adequate dosing equipment with a holistic approach toward the exact characterisation of the bulk material by means of mechanical, chemical and other relevant evaluation methods.
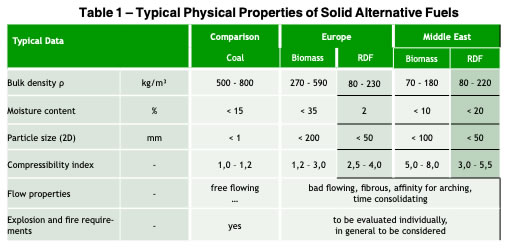
As an example, especially the physical properties shall be briefly introduced here, where Table 1 provides an overview of typical bulk material properties of solid alternative fuels (here: biomass and refuse-derived fuels [RDF]), as defined in [1].
It shall be mentioned that many of the characteristic values vary immensely over time and for different fuel suppliers. In Europe, the moisture content within the solid fuel is often causing problems during dosing, especially if the corresponding storage and transport systems are not adequately chosen and the effect of time consolidation become not negligible (see [2]).
Within this context, it is also important to consider the long-term stability of the aforementioned characteristics, which is often underestimated when a dosing system is selected.
Therefore, it is essential to start the systematic selection of adequate dosing equipment with a holistic approach towards the exact characterisation of the bulk material by means of mechanical, chemical and other relevant evaluation methods.
It is also noteworthy, that the actual process requirements of the proportioning process can also be completely different, depending on where the system shall be installed within the complete manufacturing and logistic process chain. Very important within this context are quite often also legal requirements, which need to be fulfilled due to quite strict international standards and quality management procedures.
Di Matteo developed since its establishment in 1961 immense experience with the implementation of all kinds of proportioning devices for a great variety of bulk materials in numerous different application fields.
From the efficient feeding of alternative fuels (AFs) (e.g. RDF, shredded tires, sewage sludge, etc.), over the classical dosing of raw materials (limestone, clay, sand, iron ore, etc.) to the implementation of all kinds of weighing hoppers and silos, all types of possible projects were already successfully engineered and realized in cement plants, steel factories and power plants all over the world.

Furthermore, the company acted also as a driver of innovation within this field, with the successful introduction of the award-winning patented new tubular gravimetric dosing system ODM-WeighTUBE (see [3]), and the development of the modular and comprehensive ODM-GravitAS control platform and software library, as introduced in [4] (see Figure 1).
In this article, the main aspects for the operation of a bulk material dosing system, such as accuracy, stability and availability are defined and it is shown how intelligent technology and state-of-the-art control systems are used for the ODM-WeighTUBE in order to push the boundaries of modern dosing systems to new limits.
The remainder of this article is organized as follows: Section 2 introduces and defines general requirements of bulk material dosing systems. Subsequently section 3 provides an insight on the general idea of closed-loop gravimetric dosing, which is then further developed during the description of the ODM-WeighTUBE platform in section 4. Finally, section 5 summarises the whole article and presents a conclusion.
 |
| Figure 1- ODM-WeighTUBE (back) and ODM-GravitAS control system (front). |
The base for a classification of different dosing and proportioning devices for bulk materials is a prior definition of the associated requirements and the expected performance measures. For this it is common sense to concentrate on the following three basic characteristics:
I. Accuracy. The accuracy of a dosing or weighing system is the degree of closeness of measurements of a quantity (e.g. massflow) to that quantity’s true value (see [5]).
II. Stability. The stability of a bulk material dosing unit is typically defined as a time interval in which the accuracy definitions associated to the system can be guaranteed without any manual intervention.
III. Availability. The availability of a dosing unit can be defined as the typical ratio between the time where the system is operatable and the total working time in a defined period of time (see [6]).
All three properties of a dosing system shall be defined within the following subsections in order to provide a clear understanding of the importance of each requirement.
Accuracy, Precision and Trueness
The one major aspect that seems to be completely obvious, if associated to a bulk material dosing system, is the definition of the term accuracy. In most cases the term is simply understood to be definable by consideration of the true value of the measured entity (e.g. massflow) xt and the corresponding measured value xm. Therefore, in most cases a relative error according to the following definition is used for a performance measurement of a dosing system.
![]()
However, this simple relation neglects the more profound meaning of the accuracy term according to the DIN ISO 5725 guideline [7], where the accuracy of a measurement system is defined as a combination of its precision and trueness.
Both terms can be easily explained by imagining the typical normal Gaussian distribution curve for a series of measurements. If it is assumed that a specific physical value (e.g. the massflow of a bulk material [kg/h]) has a true value and a weighing or dosing system acquires a set of measurements of this specific value , then the measured values will follow according to probability theory a normal Gaussian distribution with a specific mean value μ and standard deviation σ. The distribution, as defined by Equation (II), leads to the definition of a bell-shaped curve, as shown in Figure 2.
![]()
Here the mean value μ defines the position of the bell-shaped curve on the x-axis, while the standard deviation σ defines it shape.
 |
| Figure 2 – Normal Gaussian distribution of a measured value with a mean value μ and a standard deviation σ. |
From a statistical point of view, 68% of all the values are within the standard deviation of the mean, 95% are within two standard deviations from the mean and 99.7% are defined to be in an interval around three standard deviations from the mean.
By taking this into consideration, it is now possible to define the terms accuracy, precision and trueness in a quite straightforward way, by conducting a thought experiment. Here we consider a setup, where three people will throw darts on a typical target.
Each thrower has three darts and shall aim to hit the middle of the target, the bullseye, with all of his trials. Figure 3 – (a) shows the results for all three participants in different colors. Within this thought experiment each thrower represents a weighing or dosing system, the bulls eye would be the true value of the entity of interest (massflow) , and each dart would be one measured value as presented by the dosing system .
As it can be seen, the thrower with the red darts (bottom right target) was not able to hit the bulls eye even once. So, if somebody should provide an evaluation of this dosing system, it could be said that the trueness of the measured values are quite poor, since all values are in a considerable distance to the middle of the target.
However, it needs to be also concluded, that all darts (measurements) are positioned in a quite distinct area on the target, so the precision of that system could be defined to be quite good, because it is able to deliver almost the same value for each time it measures. If these observations are transferred to the Gaussian distribution, from a statistical point of view the red dosing system would deliver measurements where the mean value is considerable different from the real value, but its standard deviation is small. This is visualised by the red bell curve in Figure 3 – (b).
 |
| Figure 3 – Definition of accuracy, precision and trueness of a dosing system. |
This contrasts the participant with the blue darts, who was able to place all its hits somehow around the centre of the target and even hits it once directly, however his precision lacks the one of the red thrower, since every single throw hits the target on a completely different spot. Such a dosing system would have a better trueness, but in total its overall performance is at least as unsatisfying as the former one, since his precision is really poor.
Thus, it is now obvious that if an accurate dosing system is needed, it would be necessary to guarantee both, trueness and precision, at the same time, as represented in the thought experiment by the participant with the green darts.
Stability and Time Invariance
In practical application, even the most accurate dosing system would be worthless if its performance would not be stable over a long period of time. Since all systems within the cement industry tend to be used on a 24/7 basis one major aspect for the evaluation of a dosing system would be that the accuracy definitions of the system are actually stable over time.
Technically this means, that the system shall have a time invariant behaviour according to the measurements provided. One of the typical problems of classical metering systems, such as belt weigh feeders, is their tendency to contain a non-negligible drifting behaviour, which leads automatically to the necessity of a weekly or monthly offline recalibration in order to guarantee that the error boundaries are not touched. However, such a manual calibration is time consuming and therefore costly, since it reduces the availability of the dosing device, as described in the next section.
Availability
Even the best technical system would be worthless if it cannot be operated in a reliable way. Therefore, the term availability is extremely important to be considered for the selection of dosing equipment.
In order to provide a clear understanding of measuring the utilisation rate of a technical installation it is useful to introduce some standard definitions of the most important terms:
The availability of a technical system is often measured by using the definitions of the VDI 3423 as released by the Association of German Engineers (VDI), where the availability of a technical system is defined as shown in the following relation:
![]()
However, since this definition is a quite difficult measure for practical considerations, in most cases the definition presented e.g. in [8] is more useful, since it describes the availability as a function of the mean-time-between-failures (MTBF) and the mean-time-to-repair (MTTR). The exact definition of the inherent availability Ai can be defined as
![]()
In this context it should be mentioned, that the given definition is used for complex technical systems, where the availability cannot be defined based on a single component. For single components, a definition based on the mean-time-to-failure (MTTF) is a more common representation.
This measure does not contain down times due to administrative, logistic or preventive maintenance reasons and is therefore a good measure to evaluate the overall systems reliability. So it can be concluded that the availability can be increased by either increasing the MTBF or decreasing the MTTR.
While the MTBF depends mainly on adequate engineering decisions (e.g. usage of wear resistant materials or using of high-quality technical entities) and reasonable pre-active service actions, the MTTR value is influenced by more complex factors, such as the training of the service personnel, the accessibility of the different system components or the usability of the software components. The following figure provides a visual representation of the different values and relations.
 |
| Figure 4 – Availability as a value defined by the MTTF, MTTR and MTBF values of a dosing system. |
So at this point the main requirements for the implementation of an accurate, stable and available dosing systems are set.
Closed-Loop Gravimetric Dosing – ODM-GraviSCALE and ODM-WeighTUBE
The most sophisticated and accurate solution for the proportioning of bulk materials is closed-loop dosing, which is often also referred to as gravimetric dosing, since the actual mass flow [kg/h] is determined by means of an integrated weighing unit.
The most prominent example for such a system is the ODM-GraviSCALE belt weigh feeder, as shown in Figure 5 – (b). The working principle for the determination of the actual massflow is based on a continuous measurement of the main process values, which means that the actual conveying speed v [m/s], as measured e.g. by an incremental encoder, and the actual material load m [kg] are evaluated continuously. As illustrated in Figure 5 – (a), the closed-loop principle can be interpreted in such a way, that there is a direct feedback from the calculated mass flow to the variable speed drive unit. If there is a deviation between the actual massflow and the desired setpoint, the actual conveying speed can be therefore continuously adapted. Thus, a high precision of the dosing operation is guaranteed and typically the maximum deviation from the setpoint lies below .
  |
| Figure 5 – ODM-GraviSCALE belt weigh feeder: (a) methodology; (b) machine. |
However, the operation of belt weigh feeders in practical applications is characterised by two main aspects: First of all, it needs to be said that belts are by nature non-closed systems. This leads to non-negligible dust emissions and spillage of material, which affects as a logical consequence subsequently the weighing units and their accuracy. DI MATTEO designed the ODM-GraviSCALE in such a way to avoid those effects as much as possible, which is achieved by a smart casing, sealing and scraping concept.
On the other hand, and as it was already stated above, all existing dosing methodologies are suffering immensely from possible time-variant material properties of the conveyed bulk. This leads in practical applications to a non-negligible drift in the dosing accuracy over time. Thus, belt weigh feeders need to be recalibrated on a regular basis (e.g. once a month) in order to guarantee a long-term stability of the feeding process. This re-calibration needs to be done manually by service technicians in a time-consuming process, during that the machine has to remain offline. Therefore, the availability will be reduced.
These two aspects led in the past to the development of a completely novel closed-loop dosing system: the tubular weigh feeder ODM-WeighTUBE, which is described in detail within the next section.
ODM-WeighTUBE – A Novel Gravimetric Closed-Loop Dosing Unit
The initial base for the development of the ODM-GravitAS control system was the introduction of the innovative ODM-WeighTUBE platform in 2010. Even if the first installations of the novel dosing system were mainly focused on plants for problematic bulk material, such as residue derived fuels (RDF), shredded tires or polyethylene granulate material, actually roundabout one hundred units of the ODM-WeighTUBE are successfully integrated around the world and have been also used for more conventional bulk materials, such as raw meal, fly ash, iron core or clinker.
This can be interpreted as a great success, especially for a relatively conservative industrial branch, such as the cement industry. Figure 6 provides an overview of the ODM-WeighTUBE RWS series, in the German production facility of Di Matteo. Up to know, there are three different models of the WeighTUBE available (RWS 500, RWS 400, RWS 250) depending on the type of bulk material and the intended dosing range.
 |
| Figure 6 – ODM-WeighTUBE RWS series. |
The general dosing principles is similar to the classical closed-loop scheme, as it was introduced for the ODM-GraviSCALE belt weigh feeder. The same idea is transferred to a screw conveyor, as shown in Figure 8. The WeighTUBE consists of a tubular screw conveyor, which is continuously discharging material from an intermediate buffer.
The material is conveyed to the tube section, which is placed on a set of load cells and decoupled from the main frame of the machine by flexible connections. Therefore, it is possible to measure the actual material weight within the tube (tube weight) mtube [kg].
Furthermore, the actual conveying speed of the screw vscrew [m/s] is continuously acquired. Similar to the principle shown in Figure 5 – (a), both physical values are processed in order to calculate the actual mass flow [kg/h]. By taken into consideration the desired mass flow (setpoint) it is possible to determine the actual deviation e [kg/h], which is fed to the continuous dosing controller (CDC), which calculates the necessary adaption of the screw speed in order to minimize the deviation under all circumstances and at any given time. All software elements are implemented within the ODM-GravitAS control system, which was developed by Di Matteo as a unified platform for all weighing and dosing applications, as shown in the following figure.
Furthermore, the ODM-GravitAS control system implements an automatic calibration routine, which provides the possibility to estimate properties of the dosed bulk material and automatically adapt the controller parameters in such a way that the dosing accuracy remains stable over time. The actual process operation is not influenced by the execution of the automatic calibration routine, so that the available machine time can be increased.
During the automatic calibration routine, the intermediate buffer hopper of the ODM-WeighTUBE is filled to a certain maximum in a first stage of operation. Within the second phase the buffer hopper is emptied by normal dosing operation (and parallel stopped feed of material to the buffer) up to a predefined minimum buffer weight.
From the resulting difference in mass () and the corresponding expired time (), the actual control parameters of the continuous dosing controller are automatically adapted. To avoid possible undesired influences, all controller parameters are checked for plausibility based on a probabilistic analysis of former calibration cycles, before they become active in the system. A typical calibration process, with its three phases, is shown in the following figure, where the actual buffer weight mplant [kg] is visualized over time.
 |
| Figure 7- ODM-GravitAS control system for the implementation of gravimetric dosing applications |
 |
| Figure 8 – ODM-WeighTUBE closed-loop control circuit. |
The decreasing buffer weight in phase II of the calibration process follows an almost exact linear pattern, which can be interpreted as a manifestation of the highly constant material throughput of the device. A possible deviation between the actual and the desired mass flow during this phase is evaluated for the probabilistic adaption of the controller parameter.
 |
| Figure 9- Three phases of a calibration routine. |
The possibility for a continuous on-the-fly auto-tuning of the controller depending on the given material properties is a very important element for long-time stability and accuracy of the gravimetric dosing. In particular, if the decreasing quality of alternative fuels derived from industrial waste (see [6]) is taken into account. By the combination of the ODM-WeighTUBE platform with the GravitAS control system a high dosing precision of <±1% related to the nominal throughput can be guaranteed.
Summary and Conclusion
This article introduced a framework for the systematic classification of dosing and metering equipment for cement plants and relative industries. The defined taxonomy allows a better understanding of the exact nature of a certain type of equipment and can be used as a guideline during the design and implementation of system setups.
Each class of system was defined in detail by using the complete variety of dosing and weighing equipment as offered by Di Matteo, from static silo scales and weighing hoppers to the latest developments in closed-loop high-precision dosing (e.g. ODM-GraviSCALE belt weigh feeder).
Another important aspect for the selection of adequate dosing equipment is the typical “status-quo decision-making trap” as described in [9]. It mainly states, that the logical consequence of most buying decisions in larger organisations is just the preservation of the current technological state.
This is especially observable in relative conservative industries, such as cement manufacturing, since in most cases those systems are unintentionally preferred, that are already known. This has severe consequences on the competitive situation of many organizations, because it might happen that technological developments are adopted too late or even completely neglected.
This article introduced the ODM-WeighTUBE as the latest development in gravimetric long-term stable high accurate dosing of bulk materials, which has proven its capability to solve many problems and drawbacks of classical proportioning equipment in numerous different application fields. This can be considered to be a possibility to break the wall of the status quo and guarantee long-term reliability and fast return-on-investment.
Dr. Dominik Aufderheide and Dr. Luigi Di Matteo are with the Di Matteo Group, Beckum, Germany
Römerstraße 1-16 – 59269 Beckum, www.dimatteo.de.
References
[1] Aufderheide, D., Di Matteo, L.: Best Practice Approaches for Co-Processing of Alternative Fuels in the Cement Industry. In Cement International 1 (2017), pp. 26-33, Verlag Bau und Technik, Erkrath, Germany – ISSN 1610-6199
[2] Di Matteo, L., Aufderheide, D.: Classifying Alternative Fuels Handling Systems. In World Cement 3 (2016), pp. 23-29, Palladian Publishing, Farnham, UK – ISSN 0263-6050
[3] Aufderheide, D., Di Matteo, L.: Dynamic Dosing. In World Cement 12 (2014), pp. 63-68, Palladian Publications, Farnham – ISSN 0263-6050
[4] Aufderheide, D., Di Matteo, L.: Full Modular Control System for Gravimetric Dosing Applications. In ZKG 11 (2014), pp. 44-49, Bauverlag, Gütersloh – ISSN 0949-0205
[5] Joint Committee for Guides in Metrology (JCGM): International vocabulary of metrology — Basic and general concepts and associated terms (VIM), JCGM 200 (2008)
[6] Aufderheide, D., Di Matteo, L.: Remote Maintenance Systems: Part 1. In World Cement 1 (2016), pp. 53-57, Palladian Publications, Farnham – ISSN 0263-6050
[7] DIN ISO 5725-2:2002-12: Accuracy (trueness and precision) of measurement methods and results – Part 2: Basic method for the determination of repeatability and reproducibility of a standard measurement method, (2002), Beuth Publishing, Berlin
[8] Aufderheide, D., Di Matteo, L.: Increasing the availability of high-precision dosing systems by remote maintenance solutions and pro-active service. In ZKG 3 (2016), Bauverlag, Gütersloh – ISSN 0949-0205
[9] Emiliani, M.L.: Executive Decision-Making Traps and B2B online reverse auctions. In Supply Chain Managament: An International Journal 1 (11) (2006), pp. 6-9


