The True Cost of Dust Shuttling and a Viable Alternative.
By Melissa Harrison
U.S. cement kilns face the challenge of reducing mercury emissions to comply with new regulatory limits. Under conventional operations, all of the mercury entering the kiln system through raw materials and fuels is eventually emitted out the kiln stack. Common compliance methods include reducing mercury inputs, dust shuttling and sorbent injection.
Dust shuttling has been identified by the U.S. Environmental Protection Agency (EPA) as a means of reducing mercury emissions. This takes advantage of the significant internal mercury cycle within the system due to cement kiln operating temperatures and material flows.
Cement kiln dust (CKD) naturally absorbs mercury and is collected in the kiln baghouse. Dust shuttling removes the mercury-laden CKD, breaking the internal cycle, and incorporates it into the finished product.
Detailed Data
After reviewing detailed data from six different operating cement plants the true value of CKD can be estimated. This data combined with the energy allocation within a cement kiln utilized in the 2009 ECRA Cement Sustainability Initiative1 yields values that are reasonable in the eyes of cement kiln operators.
In order for CKD to exist, it must have been quarried or purchased, ground through the raw mill, blended in the kiln feed silo and the fed into the cement kiln as raw feed. When analyzed the material shows a minimum of 35 percent calcination, which means it has absorbed heat energy and has chemically recombined. Chemically speaking for most preheater kilns it is the same as clinker and eventually becomes clinker as modern plants do not waste dust to a landfill. (Figure 1)
Costs associated with adding CKD in the finished product:
- The increased cost of CKD versus limestone addition.
- Lost cement production and sales revenue.
- Increased throughput requirements on primary plant components.
Dust shuttling does not reduce any of the carbon footprint associated with other process additions and effectively maintains or increases the clinker factor.
Let’s look at 1.5 million tpy cement plant, shuttling CKD when the vertical roller mill (VRM) is down. This plant would remove approximately 20,000 tons of CKD from the clinkering process and would need to replace those 20,000 tons with additional raw mix to produce the same amount of clinker. Instead of utilizing 20,000 tons of limestone as a processing addition, that volume is replaced by CKD in the cement mills.
| 20,148 | Tons of Limestone Eliminated and Replaced With CKD |
| $484,428 | Value of Cement Kiln Dust |
| $151,010 | Value of Limestone |
| $333,419 | Additional Incurred Annual Cost from Differential in CKD and Limestone |
| $177,658 | Additional Required Raw Mix Cost to Produce Same Volume of Clinker |
| $511,077 | Total Annual Cost of Dust Shuttling |
| Figure 1: Dust Shuttling Cost Impact | |
If the cement kiln is limited by the volume of material the raw mill produces, we would call that plant “raw mill limited.” This is relatively common in modern preheater/precalciner retrofitted plants; the $333,000 cost differential of CKD versus limestone is still incurred plus there is lost clinker production.
The 20,000 tons of CKD would equate to roughly 16,000 tons of clinker and 18,000 tons of cement (Figure 2). At the 2014 US national average of $98.50/ton of cement2, dust shuttling costs a plant more than $1,760,000 of lost sales revenue per year. This is without considering the impact of dust shuttling on portland cement LOI. It should also be noted that these are operating costs and do not estimate the capital required to install a conveying, storage and metering system for the CKD to the cement finish mill.
Dust shuttling was originally proposed as a low-cost option for cement kilns by the EPA, but CKD is a valuable intermediate product.
| 16,118 | TPY Lost Clinker Production | |
| 1.25 | CKD/Clinker Ratio | |
| 17,909 | TPY Lost Cement Production | |
| 90% | Clinker in Cement | |
| 5% | Gypsum in Cement | |
| 5% | Process Addition (CKD/Limestone) | |
| $98.50 | Price Per Ton Cement 2014 National Average USGS | |
| $1,764,069 | Potential Lost Sales Per Year | |
| $333,419 | Additional Incurred Annual Cost from Differential in CKD and Limestone | |
| $2,097,488 | Total Annual Cost of Dust Shuttling in Raw Mill Limited Plant | |
| Figure 2: Raw Mill Limited Volume Impact | ||
Even if a plant is not in sold-out conditions, the cost of CKD versus limestone addition can still total several hundred thousand dollars per year in increased plant costs. In sold-out conditions, dust shuttling can add over $1/ton to cement costs.
New Patented Technology
Mercury Capture Systems (MCS) fundamentally believes that the best place for CKD is where it has always been – as part of the kiln process, which is why this patented technology was originally developed to remove 99 percent of mercury from CKD.
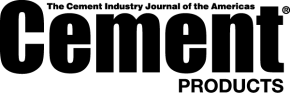
Using a Thermal Desorber with capacity ranging from 5-20 tph, MCS thermally desorbs mercury from CKD (Figure 3). Once the mercury has released, it becomes a part of a small concentrated gas stream, passing to a Gas Reactor (Figure 4). The vapor stream enters the Gas Reactor and bubbles through a reagent catalyst, which reacts with and converts the mercury into solid particles.
The heavy particles drop out of the solution and are collected as part of the residue at the bottom of the recirculation tank. The gas stream is highly concentrated and low volume. A typical MCS operates on less than 2,500 ft.3/min, and all of the specialized reagents are contained in a closed loop process. The processed CKD is returned back to the kiln system, preserving this valuable intermediate product.
What is unique is the MCS ability to remove the mercury from the gas stream without the use of activated carbon or other sorbents. The mercury is removed, isolated, and converted back into its insoluble natural form. It is always a good thing when a process can mimic what Mother Nature did in the first place!
 |
| Figure 3: MCS Process Thermal Desorption to Gas Reactor |
According to MCS data collected over the past five years, thermal desorption generates both ionic and elemental mercury. The reagent catalysts have demonstrated very effective results in capturing both forms of mercury directly from a gas stream.
By separating and isolating the mercury, the CKD remains part of the kiln process as an essentially mercury free raw material. Removing the mercury from CKD prevents this mercury from being emitted from the kiln exhaust stack. In normal kiln operations without MCS, every 500 tons of CKD at 1 ppm mercury represents almost 1 lb. of mercury returned to the process.
 |
| Figure 4: MCS Gas Reactor rated at 2,500 cfm |
Taking this mercury out of the clinkering process and sending it to a cement mill may not be the right thing to do from a plant emissions standpoint. Dust shuttling requires the CKD be diverted to a storage and metering system where it is fed into a cement mill for intergrinding with clinker.
At least two studies have been published which indicate as much as 70 percent of the mercury is released during this process.3,4 Instead of releasing this mercury to the atmosphere through the baghouse, MCS can take this same CKD and remove the mercury in order to return the CKD to the kiln. The process can work on a batch or continual basis depending on how high the mercury concentration is for the specific plant.
For plants that are planning to utilize sorbent injection, the MCS process will still work to clean the combined CKD/sorbent stream (Figure 5). MCS Thermal Desorption has been proven effective at concentration levels as high at 61 ppm Hg. Recent demonstration work on activated carbon and fly ash has shown MCS to be effective at concentrations as high as 240 ppm.
| Run | Feed | Discharge |
Removal Efficiency |
| Hg ppm | Hg ppm | ||
| 1 | 0.81 | 0.01 | 98.75% |
| 2 | 1.19 | 0.00 | 99.65% |
| 3 | 2.27 | 0.00 | 99.89% |
| 4 | 2.10 | 0.00 | 99.98% |
| 5 | 2.28 | 0.00 | 99.92% |
| 6 | 2.71 | 0.01 | 99.70% |
| 7 | 3.01 | 0.00 | 99.92% |
| 8 | 2.44 | 0.00 | 100.0% |
| 9 | 1.60 | 0.00 | 99.93% |
| 10 | 2.11 | 0.00 | 100.0% |
| 11 | 2.29 | 0.00 | 99.96% |
| 12 | 2.34 | 0.00 | 99.88% |
| 13 | 2.71 | 0.00 | 99.86% |
| 14 | 2.38 | 0.01 | 99.78% |
| Figure 5 : Thermal Desorber Mercury Removal Efficiencies | |||
MCS operating costs vary depending on the volume of material processed, particle size, and mercury concentration. Based on the previous scenario, comparable MCS operating costs would be approximately $300,000/year, which is less than the added costs of replacing limestone with CKD.
The MCS Gas Reactor has performed well even during the initial development with removal efficiencies higher than 99.18 percent based on third-party testing. Data was collected both from the isolated gas stream using sorbent traps as well as hand-held Jerome analyzers which collected in some of the particulate sample skewing the data (Figure 6).
MCS for Process Flexibility
As former cement plant managers, process engineers and quality personnel, we know that a cement plant can be a challenging place. When MCS is not being used to process CKD, it could be used to remove mercury from alternative raw materials.
Imagine being the only cement kiln in a region that can utilize high mercury fly ash or process spent sorbents into raw materials at low cost. This would lower the plant cost per ton, while increasing the available raw materials.
This dual function MCS process would allow any cement kiln to remove the mercury from their CKD and other materials, while protecting their clinker consistency, cement quality and customer relationships.
Conclusion
Dust shuttling is an option for reducing cement kiln mercury emissions. This option comes with increased operating costs, potential lost cement sales and potential mercury emissions from currently unregulated emission points.
| Gas Reactor Data from Jerome Analyzers* | |||
| Run | Gas Stream | Gas Stream |
Removal Efficiency |
| Inlet Hg ppm | Outlet Hg ppm | ||
| 1 | 0.1350 | 0.0160 | 88.15% |
| 2 | 0.1370 | 0.0160 | 88.32% |
| 3 | 0.1140 | 0.0224 | 80.35% |
| 4 | .01290 | 0.0230 | 82.17% |
| 5 | 0.0500 | 0.0050 | 90.00% |
| 6 | 1.0000 | 0.0200 | 98.00% |
| 7 | 0.4900 | 0.0000 | 100.00% |
| 8 | 0.6300 | 0.0000 | 100.00% |
| 9 | 0.6800 | 0.0000 | 100.00% |
| 10 | 0.3500 | 0.0000 | 100.00% |
| * Particulates skewed data; sorbent traps provide more accurate results | |||
| Sorbent Trap Test Results collected during this same time span confirms an actual gas phase mercury reduction of 99.18% throughout the duration of the trial! | |||
| Figure 6: Gas Reactor Mercury Removal Efficiency | |||
Mercury Capture Systems is an innovative method developed to reduce mercury emissions from cement kiln exhaust stacks and can be adapted to remove mercury from coal combustion products, spent powdered activated carbon and other raw materials without the use of additional sorbents. Test results confirm the ability to capture both elemental and ionic forms of mercury. The MCS chemical reagent catalyst not only affects mercury, but also all heavy metals.
The process utilizes thermal desorption to separate mercury from CKD and forms a non-leachable sulfide. The system allows the CKD, essentially free of mercury, to be recycled and utilized anywhere within the process, and the plant can continue to use limestone as a low cost processing addition for cement.
MCS results confirm 99 percent mercury removal from CKD and a corresponding 99 percent reduction in mercury from the gas steam. This breaks the mercury cycle within a cement plant and allows cement kilns to meet mercury emissions regulations without dust shuttling and at a lower operating cost. Additional development work is underway to separate the mercury from these same materials without the need for thermal desorption.
Melissa Harrison is an engineer with Mercury Capture Systems.


