ENOTEC’s CEMTEC kiln inlet measurement is a robust measuring system that is well suited to cement plants. It allows O2, CO, NO and SO2 parameters to be continuously measured in the kiln inlet chamber. In conjunction with additional measurements, it serves to further optimise the production of clinker.
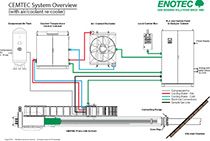
The CEMTEC system consists of a probe, compressed air tank, re-cooler for cooling water, coolant control cabinet, local control box and an analyzer cabinet with built-in PLC. As the probe is inserted, it rotates 90 degrees and the plunger is activated to remove deposits in the tube.

Inserted in the process, the probe tube is cooled by a water/glycol coolant and is cooled by an air/water re-cooler. A three-way valve provides a constant coolant return temperature of 85 C. In order to prevent the probe from caking stuck in the kiln inlet, the probe rotates 90 degrees in adjustable intervals.
Once a day, the probe is retracted and reinserted into the process to ensure that the probe can extract automatically in case an emergency retraction is necessary. The probe extracts the sample gas from the kiln inlet through its internal sintered metal filter. Deposits on the inner filter tube and at the sample gas inlet are removed by regular plunger movement.
All functions of the CEMTEC system such as plunger movement, probe rotating, purging and insertion/retraction can be set exactly via the PLC and adapted to on-site conditions. Cyclic impulse cleaning with purge air, which takes seconds, does not interfere with process control as the measured values are blanked out in the control room during purging. The sample gas is extracted through the heated sample gas line for sample gas conditioning and further to the gas analyzers in the system cabinet.
All of the CEMTEC probe’s movements are completely pneumatically driven. A sufficiently large compressed air buffer tank is used as an energy reserve for an emergency retraction, should the mains voltage or plant air fail. This is controlled by a SIMATIC PLC with backup battery.
ENOTEC, www.enotec.de


